
- 联系我们
 深圳市叁线数控设备有限公司
叁线数控昆山分公司
深圳市叁线数控设备有限公司
叁线数控昆山分公司
地 址:昆山市金阳中路财富湾广场A座618室
QQ:29470524
邮箱:29470524@qq.com
地址:乐清市柳市镇中心大道4506号
热熔螺母的埋入方式视频(热熔埋置是常见、通常的埋入方式,一般以热熔机及手工电烙铁埋钉。)
螺母的其他埋入方式
· 注塑螺母
注塑成型埋置一般对螺母的孔径要求很严格,孔径管控在0.05mm以内,因为产品以Molding Pin固定后放置于射出成型模具中,螺母孔径要以注塑成型机的PIN针的大小来管控。
· 超声螺母
超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中,当震动停止,工件同时在一定的压力下冷却定形。
塑胶孔设计与螺母选择
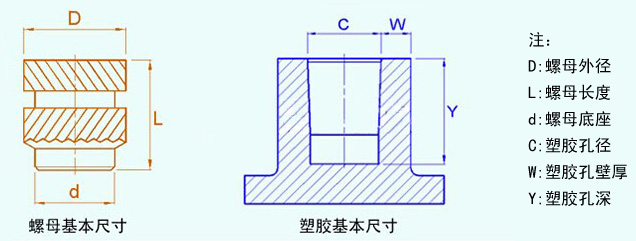
2、D尺寸为螺母外径,它与塑胶BOSS内孔径C尺寸相配,一般手机螺母塑胶 内孔径比螺母外径小约0.25-0.3mm;
3、L尺寸为螺母长度,它与塑胶BOSS孔深度Y尺寸配合,一般塑胶孔深比螺 母高(长)度大0.5-1.0mm的深度用于储胶;
4、W为塑胶孔壁厚,一般塑胶BOSS孔肉厚为0.8-1.0mm以上,螺母尺寸规格 越大,肉厚越大。 (见下面参数表)
|
BOSS孔参考数据
|
|
螺牙Thread
|
外径D |
长度L
|
塑胶孔径
|
塑胶肉厚W
|
|
|
直径
|
深度Y
|
||||
|
M1.2*0.25
|
2.3
|
2.0/2.5/3.0/3.5
|
2.0
|
3.0/3.5/4.0/4.5
|
0.8
|
|
M1.2*0.25
|
2.5
|
2.0/2.5/3.0/3.5
|
2.2
|
3.0/3.5/4.0/4.5
|
0.8
|
|
M1.4*0.3
|
2.3
|
1.8/2.0/2.5/3.0
|
2.0
|
2.8/3.0/3.5/4.0
|
0.8
|
|
M1.4*0.3
|
2.35
|
2.0/2.5/3.0/4.0
|
2.1
|
3.0/3.5/4.0/5.0
|
0.8
|
|
M1.4*0.3
|
2.5
|
2.0/2.5/3.0/3.5
|
2.2
|
3.0/3.5/4.0/4.5
|
0.8
|
|
M1.4*0.3
|
2.7
|
2.0/2.5/3.0/3.5
|
2.3
|
3.0/3.5/4.0/4.5
|
0.8
|
|
M1.6*0.35
|
2.5
|
1.8/2.0/2.5/3.0/3.5/4.0
|
2.2
|
2.8/3.0/3.5/4.0/4.5/5.0
|
1.0
|
|
M1.6*0.35
|
2.7
|
2.0/2.5/3.0/3.5/4.0
|
2.3
|
3.0/3.5/4.0/4.5/5.0
|
1.0
|
|
M1.6*0.35
|
3.0
|
2.0/2.5/3.0/3.5/4.0
|
2.6
|
3.0/3.5/4.0/4.5/5.0
|
1.0
|
|
M1.7*0.35
|
3.0
|
2.0/2.5/3.0/3.5/4.0
|
2.6
|
3.0/3.5/4.0/4.5/5.0
|
1.2
|
|
M1.8*0.35
|
3.0
|
2.0/2.5/3.0/3.5/4.0
|
2.6
|
3.0/3.5/4.0/4.5/5.0
|
1.2
|
|
M2.0*0.4
|
3.5
|
2.0/2.5/3.0/4.0
|
3.1
|
2.0/3.0/4.0/5.0
|
1.2
|
|
M2.0*0.4
|
3.6
|
1.7/2.0/2.5/3.0/4.0/5.0
|
3.1
|
2.0/2.5/3.0/4.0/5.0/6.0
|
1.3
|
|
M2.5*0.45
|
4.2
|
2.0/2.5/3.0/4.0/5.0
|
3.6
|
2.5/3.0/4.0/5.0/6.0
|
1.2
|
|
M2.5*0.45
|
4.4
|
2.0/2.5/3.0/4.0/5.0
|
3.8
|
2.5/3.5/4.0/5.0/6.0
|
1.6
|
|
M2.5*0.45
|
4.6
|
2.0/2.5/3.0/4.0/5.0
|
4.0
|
2.5/3.5/4.0/5.0/6.0
|
1.6
|
|
M2.6*0.45
|
4.6
|
2.5/3.0/4.0/5.0
|
4.0
|
3.5/4.0/5.0/6.0
|
1.6
|
|
M3.0*0.5
|
4.4
|
2.5/3.0/3.5/4.0/5.0
|
3.8
|
3.5/4.0/4.5/5.0/6.0
|
1.6
|
|
M3.0*0.5
|
4.6
|
2.5/3.0/3.5/4.0/5.0
|
4.0
|
3.5/4.0/4.5/5.0/6.0
|
1.6
|
|
M3.0*0.5
|
5.0
|
2.5/3.0/4.0/5.0/6.0
|
4.4
|
3.5/4.0/5.0/6.0/7.0
|
1.6
|
|
M3.0*0.5
|
5.5
|
3.0/4.0/5.0/6.0
|
4.9
|
4.0/5.0/6.0/7.0
|
1.8
|
|
M3.5*0.6
|
5.0
|
4.0/5.0/6.0/7.0
|
4.4
|
4.0/5.0/6.0/7.0
|
1.6
|
|
M3.5*0.6
|
5.5
|
4.0/5.0/6.0/7.0
|
4.9
|
5.0/6.0/7.0/8.0
|
1.8
|
|
M4.0*0.5
|
5.8
|
4.0/5.0/5.8/6.5/7.0
|
5.2
|
5.0/6.0/6.8/7.5/8.0
|
1.8
|
|
M4.0*0.7
|
6.3
|
4.0/5.0/5.8/6.5/8.0
|
5.6
|
5.0/6.0/6.8/7.5/9.0
|
2.1
|
|
M5.0*0.8
|
7.1
|
5.0/5.8/6.5/9.5
|
6.4
|
6.0/6.8/7.5/10.5
|
2.6
|
|
M6.0*1.0
|
8.7
|
5.0/6.5/9.5/12.5
|
8.0
|
6.0/7.5/10.5/13.5
|
3.3
|
|
M8.0*1.25
|
10.3
|
5.0/6.5/9.5/12.5
|
9.6
|
6.0/7.5/10.5/13.5
|
4.5
|
以上规格数据仅供参考,如另有规格需求可依据要求另行制作。
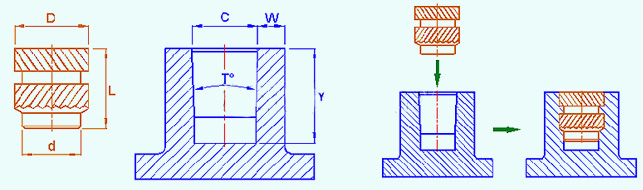
塑胶BOSS孔尺寸开立大小的影响
|
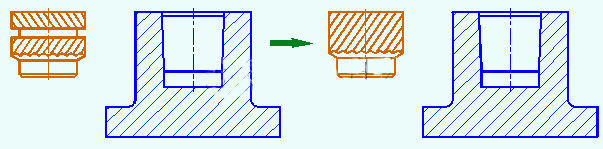
若:塑胶与螺母选择上无问题, 螺母埋入塑胶后标准状态
如图(一)所示 |

|
|
若:螺母尺寸太小,塑胶BOSS孔太大,螺母埋入塑胶 后吃不到胶,会产生扭拉力不足现象
如图(二)所示 |

|
|
若:螺母尺寸太大,BOSS孔太小,会产生溢胶或者爆裂现象
如图(三)所示 |

|
例1、塑胶BOSS孔深较浅,会产生扭拉力不足
由于BOSS孔深度较浅,如选择双斜纹的螺母,在螺母各尺寸比例调配下,特别是压花上,压花段差较短,这样的螺母埋入塑胶后,压花吃胶面的塑胶太少,会产生扭拉力不足现象,所以一般建议,将BOSS孔深设在2.5mm以上,螺母尺寸长度一般建议做2.0mm以上。 改善方案:类似这种情况,在客户不方便改模情况下,可建议将螺母花形改为单斜BS1,如右图所示,这样将压花段差加大,压花吃胶面的塑胶增大,从而增加扭拉力。
例2、塑胶BOSS孔溢胶,爆裂
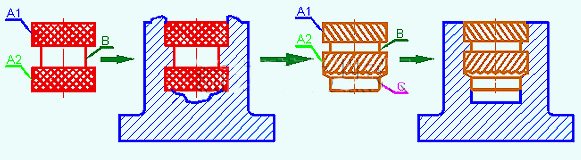
由于选择左图样式螺母,在埋入塑胶后,A1、A2处膨胀,B处却急剧收缩,造成塑胶排挤困难,螺母上下端容易产生溢胶现象,严重影响了产品处观;
改善方案:以“C”部分为导向定位,使螺母能稳妥地放入塑胶孔位中,提高了效率和良品率,由于加了C端导向部分,A2排挤一定的胶料后,也预留了足够的胶料给A1部分,同时因A1、A2部分是呈90°交角为45 °的斜纹,并可交角形成高强度的节点,阻抗圆周上的扭动力,使扭拉力大大的增加!

 13760299118
13760299118 13760299118
13760299118
